Adapta Color has developed a new bonding technology to respond to the market’s latest trends for increasingly metallic finishes.
In recent years, technological advances in the manufacture of powder coatings have made it possible to incorporate new pigments with a wide range of metallic effects that have led the offer of these products competing with the state-of-the-art liquid finishes.
The latest bonding technologies, a process through which metallic effect pigments are bonded to powder particles, make it possible to increase the percentage of pigments, pearlescent or metallic, reaching levels of finishes that would have been unthinkable a decade ago.
At Adapta, always focused on the market of special products and functional paints, the continuous improvement of metallic effect finishes, both in its formulations and in its production processes, has been one of the main strategic commitments. The company currently has a highly trained team for the control and execution of these processes that, combined with a strict policy of invariability in the allocation of products to mixers, enables to achieve great homogeneity in each batch and a very high degree of colour reproducibility between production orders.
The latest evolutions of Adapta Bonding System technology, as a response to the increasingly demanding levels of metallic effect finishes by some of its most innovative customers, have led to achieve levels of bonding close to 100%. It should be noted that some metallic effects or counter types of paints already developed are incompatible with high levels of bonding, such as sparkle finishes, i.e., those that incorporate large metallic effect particles.
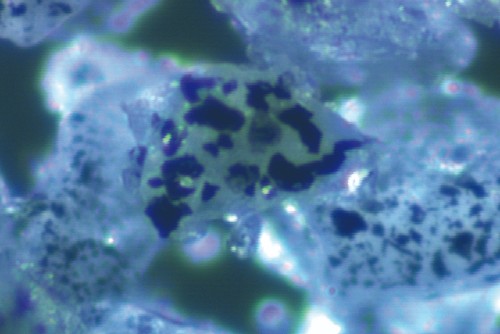 Powder particle with bonded blue aluminium particles.
Powder particle with bonded blue aluminium particles.The current market trend, where these metallic effect finishes are increasingly in demand, means that it is also becoming more and more common to find product proposals that ensure they are bonded. Both simple dry mixing and the most evolved processes of particle incorporation give the powder coating the adjective “bonded”, so the differentiating, or critical, aspect when purchasing this type of product is the percentage of metallic effect particles that have managed to adhere to the powder particles. The images show the different degree of bonding of the same product with different parameters in the bonding process.
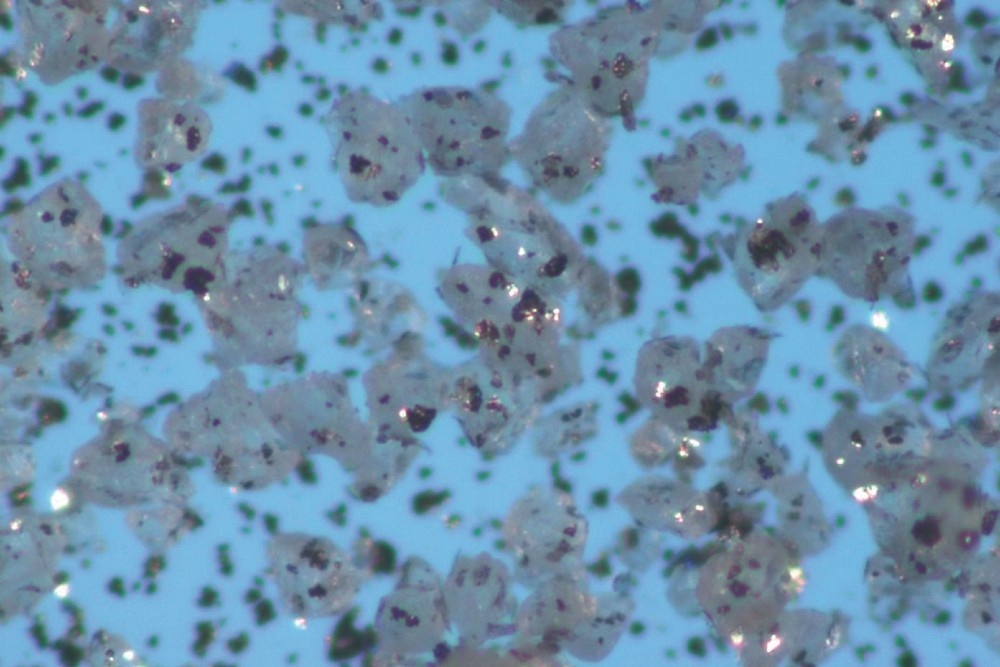 In the image on the left, you can see a product with a low degree of bonding.
In the image on the left, you can see a product with a low degree of bonding.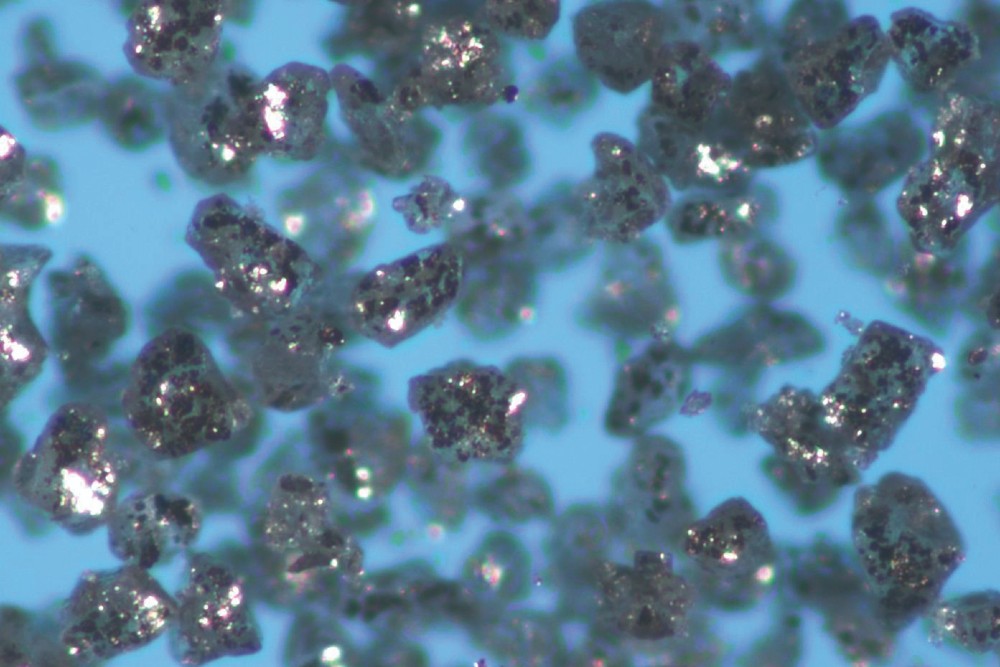 On the right, the Adapta Bonding System product with a high degree of bonding.
On the right, the Adapta Bonding System product with a high degree of bonding.In the image on the right, it can be seen that the product with the highest degree of bonding has powder particles with more rounded edges due to the particle incorporation process. Unfortunately, this is only visible under a microscope, so an easy way to check the degree of bonding is to look at the transparency of the plastic bag containing the product. A low degree of bonding causes the metallic effect particles that are not adhered to the paint particles to cling to the bag, making it less transparent.
Adapta Bonding System has achieved an optimal combination of three key aspects of this type of coating: colour, application and reliability, which places us at the forefront of the powder coating industry.
In terms of colour, this process provides optimum consistency in appearance (colour-effect) with different application parameters in the equipment and processes. In other words, the shades or colours of the product are more stable because the range of tolerance to variations in the application conditions of the equipment is greater, for example, small differences in electrostatic charge between the spray guns.
In the application, a high degree of bonding allows a more stable flow and avoids the accumulation of metallic particles on the electrode, thus eliminating possible surface defects on the parts when they are sprayed. The technology of the application equipment has also evolved in recent years in parallel with the metallic effect coatings, therefore, its updating and correct maintenance will allow us to obtain better results.
The reliability that comes from using a product with technical characteristics with narrow quality ranges translates into an improvement in productivity by allowing a greater number of recoveries in the application process and a higher transfer ratio between the projection and the part.
Comparison of traditional bonding technology and Adapta Bonding System
Tecnology
|
Recirculation 1
|
Recirculation 2
|
Recirculation 3
|
Inc. Normal Dry Blend
|
ΔL= -1.98
|
ΔL= -3.21
|
ΔL= -3.82
|
ADAPTA Bonding System
|
ΔL= -0.22
|
ΔL= -0.35
|
ΔL= -0.84
|
(*) Test performed on a TGIC free polyester with metallised effect (9006).
The use of a product with a high degree of bonding does not guarantee that the desired colour or shades will be obtained. There are various factors that can cause changes in the appearance-colour of metallic appearance powder coatings, such as: application voltage (Kv), amperage limitation (µA), distance between spray guns and parts to be coated, thickness deposited, type of equipment and installations, etc. Therefore, in addition to the use of a powder with a high degree of bonding such as those manufactured under the latest Adapta Bonding System technology, Adapta Color invites to always observe the following recommendations:
- Paint batch. To achieve uniformity of the colour effect, we also strongly recommend using a single batch to cover the entire job. Given the correlation between the conditions, parameters and manner of application, and the colour, appearance and finish of the products, we strongly recommend prototyping and industrial application at your premises to check the result, colour accuracy and reproduction.
- Hanging. To avoid chromatic differences caused by the reflection of colours, especially in the case of mottled, metallic and/or transparent products, the elements should be hung in the same direction during their application as when they are assembled on site. It is recommended to use a part detection system to switch the spray guns on and off if there are large gaps between frames or parts.
- Voltage. To avoid particle separation, we recommend applying with electrostatic voltages higher than 70 kV. Ideally, the maximum voltage of the equipment can be used to ensure a homogeneous transfer.
- Distance to the part. To avoid electrostatic repulsion phenomena caused by retro-ionisation, it is necessary to maintain the appropriate distance to achieve a good application (minimum 30 cm from spray gun to part).
- Contacts. Contacts with the part to be painted must be as clean as possible in order to maintain a good conductivity up to the chain. When using products formulated with pearlescent pigments, special care must be taken to ensure a good earthing system.
- Pressures. A slightly higher than normal air pressure will favour the cleaning of the spray head and will avoid the formation of bubbles due to accumulation in the nozzles. The powder pressure can be adapted to the surface to be painted, bearing in mind that the higher the powder pressure, the less electrostatic charge is released.
- Nozzles. A mushroom nozzle will be more useful for painting flat parts, whereas flat spray nozzles give better results when coating angles and profiles.
- Spray guns. The most modern equipment with self-cleaning heads and free ion capturing devices (SuperCorona) can give better results.
- Booths and cyclones. The recovery of metallic paints is not always possible and depends on the type of booth, the geometry and efficiency of the cyclone and, of course, the type of part to be painted. If we paint sheet metal, we will have a transfer of 70-80%, whereas if they are tubes, we can have 25-30% with the consequent increase of recycling cycles and the corresponding loss of particle.
- Tanks. It is preferable to apply from fluidised bed tanks rather than directly from the container. Always maintain the highest possible proportion of pure powder.