In Italy’s Bergamo button district, Festina Lente is setting up a new production facility for processes that combine traditional craftsmanship with the most advanced technologies available. With this in mind, it has recently installed two identical systems designed and built by DBM Tecnologie to coat buttons and fashion accessories automatically.
Festina lente, the Latin motto first attributed to Roman emperor Augustus, means ‘hurry slowly’ and evokes the drive to move decisively but cautiously towards a goal. It was no coincidence that in the 16th century, Cosimo de’ Medici associated it with the symbol of the turtle, the emblem of his fleet, as a reminder to be thoughtful when undertaking projects to ensure their success. This motto has become not only the name of a company, Festina Lente Srl, founded in October 2022 in the area around Bergamo (Italy) known as ‘the button valley’, but also the synthesis of its growth strategy, aimed at developing an enterprise capable of facing the challenges of a fluctuating market. “As the luxury clothing and fashion accessory sector is going through a period of readjustment after the recent crisis,” explains Marco Faustini, the CEO of Festina Lente, “this strategy is enabling us to avoid damaging production slowdowns while laying a solid foundation for our future projects.”
Located between Bergamo and Brescia with a focal point in Grumello del Monte, the button district – which in the 1930s reached an export volume of up to 2,700 tonnes of buttons worldwide – went through a period of crisis ten years ago. That pushed many companies to diversify their production and specialise in belt buckles, zip fasteners, and other accessories, thus targeting the fashion industry with a focus on luxury.
However, according to a new Business of Fashion and McKinsey report, this market is now experiencing a slowdown expected to continue into next year. As the consultancy firm’s report states, “Judged purely by the top line, the fashion industry’s outlook for 2025 appears to be a continuation of the sluggishness seen in 2024: revenue growth is expected to stabilise in the low single digits. While luxury has led in value creation in recent years, the McKinsey Global Fashion Index forecasts that in 2024, it is nonluxury that will drive the entirety of the increase in economic profit for the first time since 2010 (excluding the COVID-19 pandemic).”
The story of Festina Lente: from artisans to leading manufacturers of metal accessories and finishes
“Between 2019 and 2020,” says Faustini, “two nearby craftsman companies, Villa&Villa and MTV, specialising respectively in the die casting and coating of buttons and fashion accessories, merged to become Festina Lente Srl. In 2021, they were joined by Plating Gold (Vicenza, Italy), which has been performing galvanic, processing, and finishing treatments on precious and common metals for over thirty years, and in 2024, by Italyart (Trissino, Vicenza), operating in the investment casting sector, and S&A (Calenzano, Florence, Italy), a brass turning shop. Meanwhile, in 2022, we started looking for a new site for the newly established company: we decided that the most suitable area was near Grumello del Monte, which is still the heart of the button district.”
 Some processes, such as those performed on buckles and other accessories, are carried out using robotic machinery. Ⓒ ipcm
Some processes, such as those performed on buckles and other accessories, are carried out using robotic machinery. Ⓒ ipcm A dry mass finishing plant treating buttons and accessories. Ⓒ ipcm
A dry mass finishing plant treating buttons and accessories. Ⓒ ipcmTwo new departments between craftsmanship and innovation
In the Grumello del Monte site, Festina Lente’s foundry department produces Zamak buttons and accessories on two lines, one devoted to casting with rubber moulds and the other to die casting with steel moulds. “Rubber moulds are more pliable and enable us to create more complex products, e.g. with numerous undercuts, or to manufacture small batches or products that will remain on the market for only one season, thus reducing costs for our customers. On the other hand, steel moulds are always preferable for standard items and large batches.” The preparation of the rubber moulds requires uncommon manual dexterity, as the channels along which the injected metal flows are carved with scalpels; an external company makes the die casting moulds.
“After moulding, the workpieces are first dry-cleaned manually or by an automatic mass finishing operation with resin abrasives. Then, they are subjected to cleaning: previously, we outsourced this phase, whereas we now perform it in-house with a recently installed machine.
Once the parts are ready, they can be delivered to our customers for coating or subjected to surface finishing treatments by the companies in our Group. These include electrogalvanising, barrel coating, and manual or automatic liquid coating, which we carry out at our headquarters. The automatic coating process, in particular, is carried out in the two identical systems recently installed by DBM Tecnologie and in a robotic booth recovered from our old factory.”
“The preparation of the racks or trays for rack coating also requires uncommon skills and experience,” notes Alessandro Costa Laia from the Technical Sales Department of DBM Tecnologie. “In this case, too, craftsmanship meets innovation, reflecting this company’s winning combination.”
 Resin abrasives used for mass finishing. Ⓒ ipcm
Resin abrasives used for mass finishing. Ⓒ ipcmAdvanced rack coating
“The two water curtain coating systems from our DAV series installed here,” continues Costa Laia, “are integrated with sophisticated automation devices ensuring perfect coating even on particularly complexshaped components. Designed in full compliance with ATEX regulations, these systems are unique in that the workpiece-holding racks are loaded from above, the rack gripping points are automatically protected, the 1-metre long racks ensure a limited footprint, and the coating operation is automatic. The spraying phase lasts 40 seconds and is carried out by 2 spray guns attached to a support that rotates and moves them along the horizontal axis to coat even the most difficult-to-reach areas. Thanks to the PLC control and the electronic regulators connected to the inverters, the operator can select the most suitable coating cycle and set parameters such as the coating unit’s translation speed and the number of revolutions of the rack. Finally, it is possible to pre-load and set customised coating recipes according to every customer’s needs.”
 One of the two identical water curtain systems installed by DBM Tecnologie. The booths are designed in full compliance with ATEX regulations. Ⓒ ipcm
One of the two identical water curtain systems installed by DBM Tecnologie. The booths are designed in full compliance with ATEX regulations. Ⓒ ipcm The automatic device that rotates and moves the two spray guns. Ⓒ ipcm
The automatic device that rotates and moves the two spray guns. Ⓒ ipcmThe water curtain booths use a thin layer of water on the back wall to capture paint particles, which are collected in a tank equipped with a 3-stage filtration system to minimise the emission of vapours and solvents into the surrounding environment. “Inside the coating booths are fume abatement systems that reduce emissions, protect the operators’ health, and thus contribute to environmental sustainability. Each booth is divided into two parts: the front section, with the operator panel, the electrical panel, and photoelectric protection barriers, and the rear section, providing easy access for maintenance on pumps, motors, and filters. The latter include a labyrinth filter to facilitate the removal of droplets, a mechanical filtration unit, and a fibreglass filter for the final filtration phase. Each booth is also linked to an extraction fan and the factory’s centralised suction system.”
 6 - The two paint spray guns. Ⓒ ipcm
6 - The two paint spray guns. Ⓒ ipcmThe system is completed by 2 flash-off stations with 12 slots each, where the frames dwell for 30 minutes, and an oven divided into two zones to set different temperatures (max. 160 °C) depending on production requirements. After drying, the components are sent for packaging.
 The control PLC where the operator can set different recipes depending on the required application process. Ⓒ ipcm
The control PLC where the operator can set different recipes depending on the required application process. Ⓒ ipcm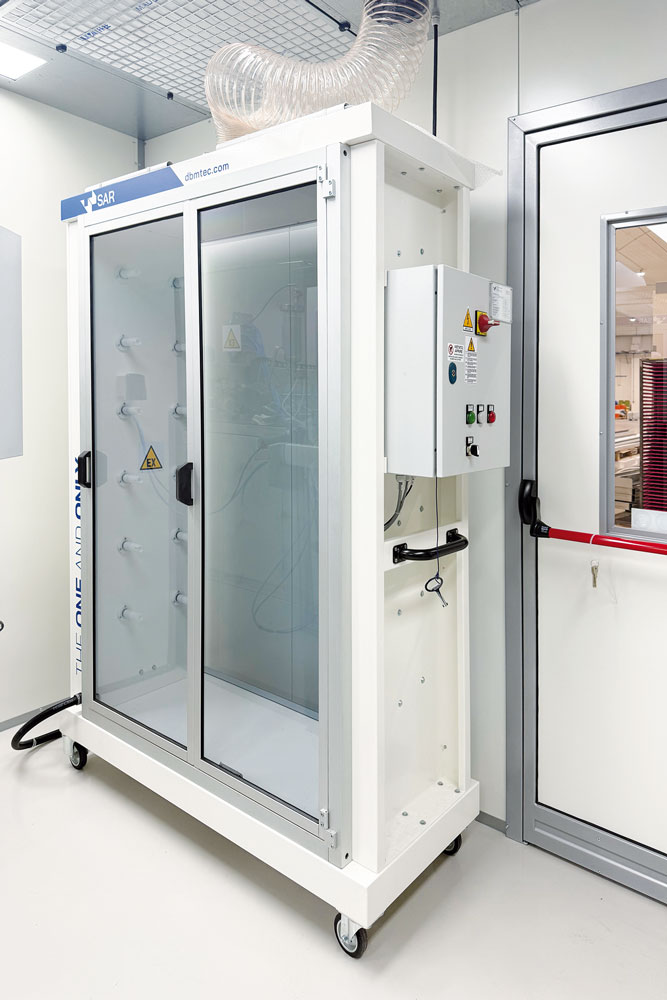 The flash-off station with 12 slots. Ⓒ ipcm
The flash-off station with 12 slots. Ⓒ ipcm The oven’s opening is located inside the clean room. Ⓒ ipcm
The oven’s opening is located inside the clean room. Ⓒ ipcm The outside of the clean room where the racks exit the oven. Ⓒ ipcm
The outside of the clean room where the racks exit the oven. Ⓒ ipcm The back of the two booths: each of them is linked to an extraction fan and the factory’s centralised suction system. Ⓒ ipcm
The back of the two booths: each of them is linked to an extraction fan and the factory’s centralised suction system. Ⓒ ipcmWhen the operator’s expertise makes the difference
“As a company policy, when Festina Lente grows by acquiring or incorporating a new company, the previous owners are integrated into our management,” says Faustini. “The same goes for the employees to guarantee production continuity and, therefore, quality. Sometimes, however, operators can choose other paths and, especially in a department performing complex processes such as coating, finding specialised personnel is not easy. After a trial period, we have managed to find a department manager with fifteen years of experience. He was the one who recommended that we purchase our booths from DBM Tecnologie, with which he had already had the opportunity to work.”
The two machines have only been in operation for a few months, but Festina Lente’s CEO is already pleased with the investment: “We were looking for a solution that was compact, clean, and respectful of our work environment and surrounding area. Its high automation degree prevents the system from switching on if the booth’s pressurisation unit has not started. This has two advantages: on the one hand, the well-being of the operator, who can work in a room with purified air, and on the other hand, the guarantee that the applied coating has no defects and is of high quality, as our customer expects from us.”
‘Hurry slowly’
Festina Lente is entirely focused on the B2B market, comprising small and medium-sized companies and a few large manufacturing Groups. “Last year,” concludes Faustini, “was tough for two companies in our Group that work with the luxury sector, where even future prospects are not rosy, as already mentioned. To ensure they did not stop production, we entrusted them with some processes that we usually carry out here – another example of how being part of a dynamic group like this can prove an asset. Currently, although Festina Lente continues to work for the fashion sector, we are trying to diversify our target markets, including the furniture, eyewear, perfumery, and cosmetics sectors. The real challenge is finding products best suited to rack coating operations, such as those with three-dimensional geometries. Regarding business development, we will continue to pursue our insourcing strategy for vertically integrating our production flow and to rely on the most innovative and advanced suppliers, such as DBM Tecnologie, for replacing obsolete systems. We aim to be always ready for any request and do not stop until we are completely satisfied with our results. For us, that means truly embracing the values expressed in the motto ‘hurry slowly’ – proceeding at full speed but with caution.”
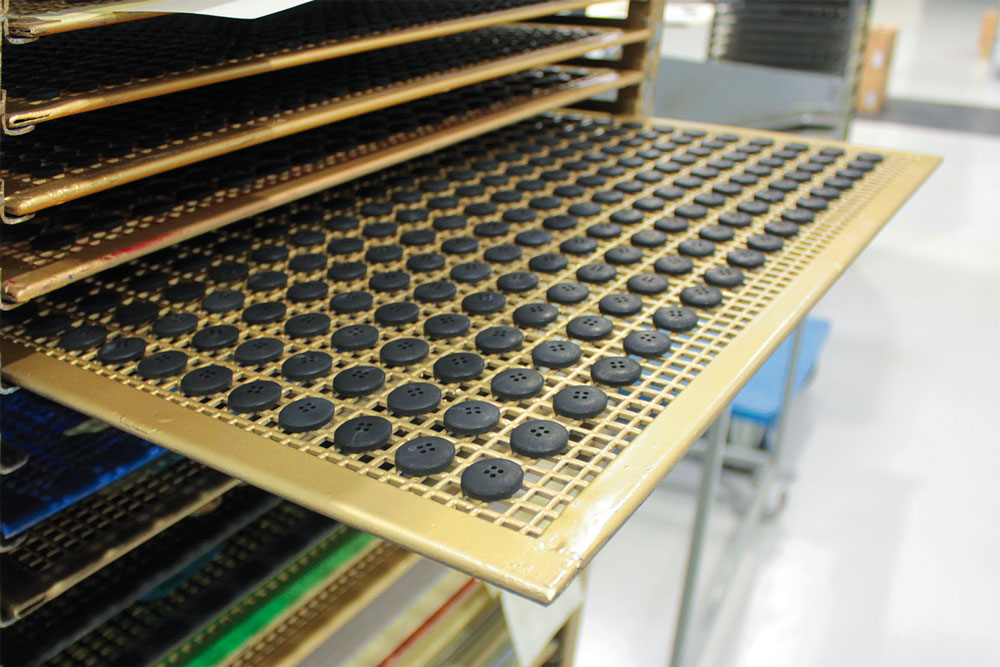 Buttons at the end of the production process. Ⓒ ipcm
Buttons at the end of the production process. Ⓒ ipcm