Bringing chemical know-how for coating management to a factory with a history of craftsmanship deeply ingrained in mechanical processes was the challenge met by Lodi Spa. This company, which has been manufacturing components for the ACE sector since 1958, installed its first liquid coating plant in 2014, and it recently upgraded its entire surface treatment department with a new fully automatic shot blasting plant supplied by OMSG and a cataphoresis and powder coating line designed and installed by Trasmetal in collaboration with Wagner.
In Italy, a Country at that time with an underdeveloped industry compared to other European nations and still firmly tied to agriculture, the 1950s saw an almost unparalleled technological and economic development known as the “Italian economic miracle” or “Italian economic boom”. The statistics of the time are impressive: in the 1950s and 1960s, the gross domestic product rose at an average of 6% per year, never falling below 4.5%. The increase in hourly productivity in the textile and food industries was 4-5%, but in the chemical, automotive, and steel sectors, it ranged between 8.5% and 11%. Between 1953 and 1962, the profit margin in the textile-food industry increased by 10%. The population’s standard of living improved as a result: in 1958, Italians with a television set were 1 in 6; in 1965, they were 5 in 10. Investments grew at an annual average of 9.2%, industrial activity by 9.5%, and the car market by 17.8%.
Driven by post-war enthusiasm, reconstruction was characterised by the presence of large industrial groups, mainly from the automotive sector, such as FIAT and Pirelli, the petrochemical industry, such as Montecatini, and the construction field due to the residential development resulting from the growth of large factories in urban centres. During this period, many entrepreneurs founded companies that are now flagship brands of “Made in Italy”.
Luigi Lodi laid the foundations of his business in 1958. A “man of the turn of the century”, he grew up professionally in the forging department of tractor factory Landini, to which the history of Lodi Spa, specialising in the construction of components for agricultural machinery, tractors, earth-moving machinery, and material handling seems to be inextricably linked. The first steps of this company, which today boasts 220 employees and a turnover of EUR 51 million (2023 data), began in Fabbrico (Reggio Emilia, Italy) in a modest workshop where Luigi Lodi had transferred the tools of his blacksmith’s trade to serve first private individuals, building fences, gates, and railings, and then firms, producing its first components for tractors. Its first customer was Landini itself, located a few metres from that original workshop.
 The headquarters of Lodi Spa in Fabbrico (Reggio Emilia, Italy). Ⓒ Lodi Spa
The headquarters of Lodi Spa in Fabbrico (Reggio Emilia, Italy). Ⓒ Lodi Spa“Innovation through tradition”
“Innovation through tradition” is the slogan of Lodi Spa, and when we entered the gates to its 32,000 m2 of floor space with machines operating in multiple shifts, the result of its vocation for automation, we could perceive its meaning: we were light years away – chronologically but also technologically – from the mechanical workshop from which Luigi Lodi developed his business, but we could feel that his entrepreneurial spirit and courage still pervade the walls of his factory. In fact, always in the name of innovation, his heirs have initiated the automation of the welding department when they purchased the company’s first robot, an Ernest One model, in 1986 and created two new departments for quality control and customer drawing engineering development.
Claudio Lodi, Luigi’s grandson and the current CEO of Lodi Spa, recalls: “My grandfather’s company had revolutionised the way pedal production was done as early as 1973 thanks to his spirit of initiative. Initially, this component was manufactured as a single piece through a cast iron casting process, but there were numerous cases of breakage occurring during assembly. The then Lodi Luigi & Figli presented an alternative solution that would prove to be a winner: a product consisting of the assembly of multiple components made in-house and then welded together. That enabled us to move away from the single-client production approach that had characterised the business up to that time, thus expanding our customer portfolio by starting to supply market leaders such as the then SAME Tractors (Treviglio, Bergamo, Italy), Lamborghini, and Goldoni, to name but a few, and beginning to gradually standardise our workflow.” In 1978, the company changed its production strategy, moving from manufacturing simple components to actual product families: pedals, pedal kits, steering tubes, and shafts. “However, it was in 2000 that the real revolution took place with which we changed the market,” Claudio Lodi continues. “Lodi revolutionised the tractor mudguard system by patenting a rotating mudguard support that allows the wheel to be steered without the mudguard touching the tractor body. With this innovation, we entered the global market and increased our turnover by 35%.”
 In 1973, the then Lodi Luigi & Figli began producing tractor pedals in an entirely new way: instead of a single piece forged in cast iron, the component was made up of multiple assembled components manufactured in-house and then welded together. Ⓒ Lodi Spa
In 1973, the then Lodi Luigi & Figli began producing tractor pedals in an entirely new way: instead of a single piece forged in cast iron, the component was made up of multiple assembled components manufactured in-house and then welded together. Ⓒ Lodi Spa A rotating mudguard support. Ⓒ Lodi Spa
A rotating mudguard support. Ⓒ Lodi SpaThe international distribution of Lodi’s components, which today accounts for 65% of its entire production, has entailed adapting its machining processes to the standards set by the most important multinationals. Today, the main sectors of reference are ACE and material handling. Among the clients in these sectors, Lodi Spa counts names such as John Deere, Toyota, CNH, Agco, Kubota, JCB, and Claas.
“Such an adjustment has meant investing in new equipment in our metalworking department, specialising in cold shearing and welding, and above all, in our surface treatment one. In 2018, we decided to transition from liquid to powder coating and turned to Trasmetal, a company based in Milan and a leader in the coating plant manufacturing sector since 1953, to design and install a new cataphoresis + powder coating line. In September 2023, we completed the installation of a new shot blasting system by working with our long-standing supplier OMSG, bringing our previous investment full circle.”
Mechanics and chemistry: Lodi Spa’s winning combination
In 2013, Lodi acquired the factory of the contractor it used to entrust with the liquid coating of its products, also adding a cataphoresis plant. “That acquisition,” Claudio Lodi confirms, “gave us full control of our entire production process. However, while we had already gained knowledge on shot blasting since we had been carrying it out in our plant for some time, it was not easy for us, as a mechanics-oriented company, to start acquiring the chemical skills necessary to handle cataphoresis and coating. However, we had once again proof of the worth of our employees, who were able to adapt to a new company structure based on the presence of individual specialised managers for each treatment phase; we also appointed different shift leaders to support the coating manager and help solve any problems that may arise. “As Tier 1 suppliers, we have to meet high perfection requirements no longer only in terms of function but increasingly also of aesthetics: the peculiarity of our products is that they are assembled at the end of the line, that is, after all the other components of the tractor, from the cab to the wheels, have been fitted. Any imperfection would, therefore, stop the very last manufacturing step: this is why our attention to surface treatments has risen and why the packaging of our products has also become increasingly important, so that the packaging would already be a completed product ready to be shipped to the customer.”
Lodi Spa’s coating department now consists of an automatic pass-through shot blasting system and a post-shot blasting blow-off station built by OMSG - Officine Meccaniche San Giorgio Spa (Villa Cortese, Milan, Italy) linked to an elevated cataphoresis + powder coating line installed by Trasmetal (Milan) via a six-axes robot. In addition to the robot, which transfers the parts from the handling ring’s chain of the shot blasting machine to the monorail conveyor of the cataphoresis and painting plant, Trasmetal’s project included a cleaning station located before the chemical pre-treatment tunnel, a cataphoresis tank, a polymerisation oven, a secondary unloading area located on the ground floor preceding the powder coating booth with a Wagner SuperCenter EVO powder centre, a curing oven, and a final unloading area.
Guaranteed finishing quality right from the shot blasting stage
100% of the metalwork produced in Lodi Spa is coated with either two coats (cataphoresis + powder) or cataphoresis only. “Each product is connected to the management software (Nicim): we manage the products based on the correspondence between the product code and the order,” explains Gabriele Losi, the coating manager. “The line’s starting point – the heart of the whole process – is the shot blasting plant’s loading area, where an operator can either load the material received from the welding department (already positioned on the machine’s cluster hanging system) or check the management PLC for the tab listing the type of hook to be used and the number of workpieces to be hung per load bar if it is material to be retrieved from the warehouse (‘first phase’ material). Thanks to this coating management software program interfaced with all the devices of the line, each ‘gear’ of the system is perfectly coordinated with the next. It also provides useful information to speed up the material’s preparation times (e.g. in the secondary unloading area, the operator can check not only the coating recipe but also the necessary masking operations and the packaging type, so that the container box can be prepared well in advance of the end of the cycle) and signals the need for operator intervention through acoustic and visual alarms when the operation carried out on the part does not correspond to the pre-set parameters. The cycle has an average duration of 6 and a half hours from the loading of the shot blasting plant to the final unloading operation, whether the parts have only undergone cataphoresis or powder application as well.” Once unloaded, the components can follow two routes: they may return to the production department for further processing and final assembly or be taken directly to the shipping department to be sent to the customer’s assembly line".
The new OMSG shot blasting machine
“The TUNNELBLAST 1015/12 SP mechanical pre-treatment system we supplied to Lodi Spa,” says Roberto Racchini from Racchini Srl, OMSG’s and Ervin’s sales agent, “is a tunnel-type plant automatically managed through its control PLC according to the parts’ codes, with a size of 1,000 x 1,500 mm. The shot blasting operation is carried out by means of 12 7.5-kW single-disc turbines, which project the metal abrasive over the entire surface of the workpiece.” The system is designed to meet consistent roughness requirements thanks to speed parameters set according to the parts’ characteristics. “We analysed in detail the type of abrasive best suited to the numerous undercuts of Lodi’s components, reducing its grain size and increasing its quantity: thanks to the collaboration with grit manufacturer Ervin, we carried out several tests and checked the cleanliness and roughness degrees obtained each time. The final solution was identified in a mix of two different abrasives, which Ervin supplies to Lodi in ready-to-use bags.
 The OMSG tunnel shot blasting plant. Ⓒ ipcm
The OMSG tunnel shot blasting plant. Ⓒ ipcm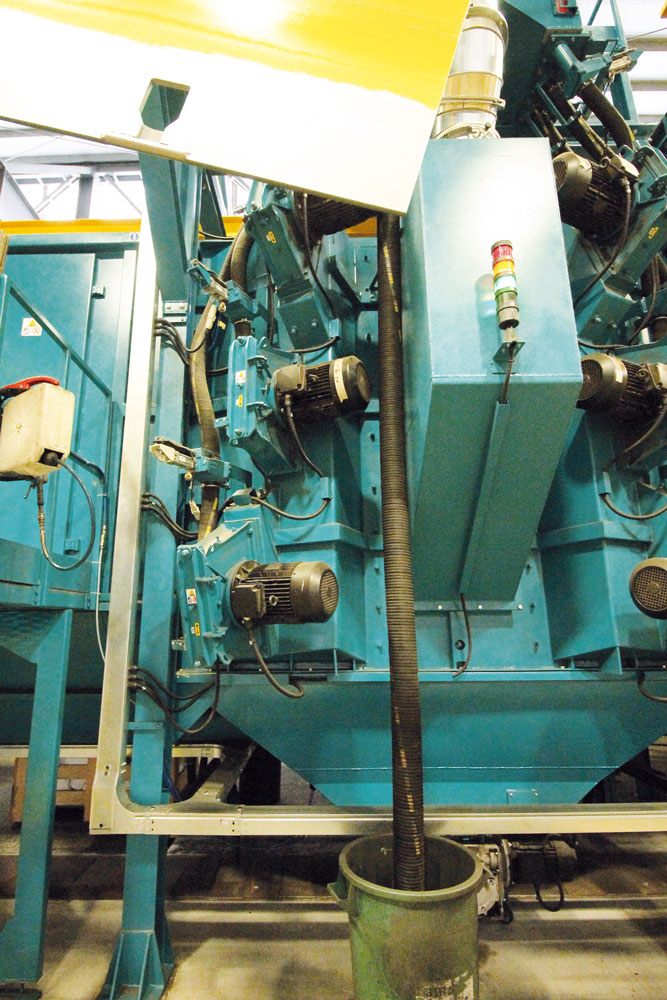 The shot blasting machine has 12 turbines featuring a direct drive motor with a power of 7.5 kW each. Ⓒ ipcm
The shot blasting machine has 12 turbines featuring a direct drive motor with a power of 7.5 kW each. Ⓒ ipcm The shot blasting plant’s bands as some workpieces leave the tunnel. Ⓒ ipcm
The shot blasting plant’s bands as some workpieces leave the tunnel. Ⓒ ipcm“However, the biggest challenge was identifying the exact position for the parts’ transfer from the OMSG shot blasting machine’s ring microchain to the handling robot. Together with Lodi Spa’s and Trasmetal’s teams, we analysed the characteristics of the load bars, which have a maximum load capacity of 150 kg, to ensure the transfer operations were as streamlined as possible.” Trasmetal project manager Carlo Zucchetti confirms: “As the two adjacent plants run at different speeds, the robot’s function is precisely to adapt to the timing of both in order to pick up a load bar and transfer it so that the cycle can continue properly.” Racchini adds: “This required a considerable team effort, which made it possible to find the best solution to eliminate manual loading and unloading operations as the customer had requested and to comply with the high quality requirements that characterise Lodi’s product. We managed to guarantee high surface performance right from the mechanical pretreatment phase.”
 The robotised transfer system supplied by Trasmetal. Ⓒ ipcm
The robotised transfer system supplied by Trasmetal. Ⓒ ipcmA blow-off station was integrated into the outlet chamber of the shot blasting machine to eliminate any abrasive residue that might remain in the most hidden areas of the workpieces and could compromise subsequent processing. “The blow-off station has an abrasive recovery system ensuring the grit is fed back into the process. This takes place fully above-ground – a requirement that called for careful assessment of the hall’s height and adaptation of our plant’s structure.”
A further demonstration of the attention that Lodi Spa pays to the quality of the finishing process was the decision to place a water cleaning station provided by Trasmetal after the shot blasting machine and before the cataphoresis pre-treatment tunnel. “In this way,” Losi emphasises,
“we can be sure that no particulate residue can contaminate the pre-treatment tanks, which include a degreasing stage, a cleaning stage, and the application of a nanotechnology product by atomisation.”
Benefits of the new shot blasting plant
With the OMSG shot blasting machine used previously, the parts were loaded onto a hoist with 6 load bars that otated inside the chamber, equipped with 4 turbines. “The parts positioned on the outside the cluster were shot blasted perfectly, but the same could not be said of those on the inside,” Losi explains, “as they remained hidden during the shot blasting phase. As a result, they had calamine residues that did not conform to our internal and customers’ specifications. We no longer run this risk thanks to the 12 turbines installed in the chamber and the pass-through process. The previous control panel was also elementary, and errors were not always reported correctly. Now, on the other hand, we can manage the entire programme from the control PLC, with the possibility of intervening manually if necessary and with any errors well signalled by alarms. Finally, we have also noticed a considerable improvement in the daily work of our operators. In the past, they had to hang the parts inside the chamber making sure that no empty space was left; now, the feeding of the workpieces is managed by software to facilitate the hanging operation as much as possible.”
Trasmetal’s project
Carlo Zucchetti explains the peculiarity of the cataphoresis plant: “As with any cataphoresis system supplied by Trasmetal, its distinctive feature is that it is equipped with vertical recirculation pumps, which have two benefits: maintenance and energy. With the pumps positioned this way, there is no longer any need for seals flushing, which is a considerable advantage for the customer.” Another design feature of the new line that Lodi Spa particularly appreciated was the simple and user-friendly interface of the management software program. As Zucchetti illustrates, “Trasmetal builds this software package in-house and structures it with a modular architecture that facilitates its interconnection with all other factory IT systems. The system allows for remote diagnostics and remote control: all parameters are under control, and all events are recorded and available for subsequent analyses concerning production throughput or energy and product consumption.”
 The monorail conveyor takes the components to the pre-treatment tunnel and to the cataphoresis plant, both of which are elevated. Ⓒ ipcm
The monorail conveyor takes the components to the pre-treatment tunnel and to the cataphoresis plant, both of which are elevated. Ⓒ ipcm The ultrafiltration membranes of the cataphoresis plant. Ⓒ ipcm
The ultrafiltration membranes of the cataphoresis plant. Ⓒ ipcmThe coating line’s final station
After cataphoresis coating and rinsing with ultrafiltrate to remove impurities, the components enter the polymerisation oven at 180 °C, and following cooling, the conveyor continues its journey down to the ground floor and into the secondary loading area. Here, the parts are masked if necessary and enter the fully automatic powder coating booth.
“In this area, an operator with a ‘wildcard’ function verifies the data entered during loading complies with the process requirements and checks the booth has loaded the correct recipe. The system has a reading frame with optical sensors to recognise the position of the hooks and load bars based on the data transferred from the system. That sets the booth to paint the incoming part according to the pre-set recipe. The only operation still done manually is replacing the powder box in the SuperCenter EVO machine after the automatic cleaning phase.”
 The Wagner coating booth on the ground floor. Ⓒ ipcm
The Wagner coating booth on the ground floor. Ⓒ ipcm Inside the booth during the powder application phase. Ⓒ ipcm
Inside the booth during the powder application phase. Ⓒ ipcmFinally, all parts reach the curing oven: “This means that the products treated with cataphoresis alone dwell in an oven twice, but this does not affect the quality of the film – we have carried out several tests precisely to avoid the risk of overbaking the cataphoresis layer. We use powders in 3 main colours: black, dark grey, and light grey. They are supplied by Inver[1], which we retain as our exclusive supplier,” Losi states. “Lodi’s strategy is to bulletproof its process through quality audits,” concludes Claudio Lodi. “For us, this means optimising the use of equipment and products to achieve maximum performance and, just as importantly, guaranteeing working comfort for our employees, who are and will remain the driving force of our company, as my grandfather used to emphasise. In particular, our new coating line has enabled us to reduce production times, increase quality through the direct control of a process that is increasingly critical for our customers, and simplify the work of our team thanks to the perfectly integrated management system.”
[1] A brand of The Sherwin-Williams Company.